溢流型球磨機(jī)進(jìn)出料襯套松脫處理方法
溢流型球磨機(jī)是氧化鋁生產(chǎn)過程的主要設(shè)備,在設(shè)備運(yùn)行過程中,球磨機(jī)如果出現(xiàn)進(jìn)出料村套聯(lián)接螺栓的松脫和斷裂,就會(huì)導(dǎo)致襯套外簾漏料甚至全脫出,嚴(yán)重影響了生產(chǎn)的正常進(jìn)行。
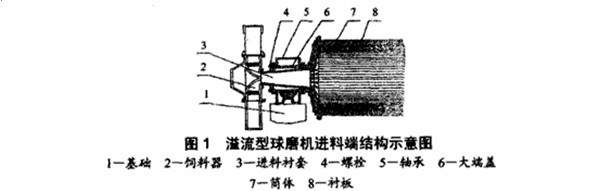
一、溢流型球磨機(jī)進(jìn)料端的結(jié)構(gòu)
襯套鑲嵌于磨機(jī)大端蓋的空心軸段,其外圓在兩處與空心軸的內(nèi)孔相配,法蘭與軸的面貼合,采用螺栓聯(lián)接固定,逬料襯套與飼料器接相聯(lián),物料由板式機(jī)經(jīng)空心軸送入磨內(nèi),襯套起著將空心軸與物料隔幵的作用。圖1為溢流型球磨機(jī)進(jìn)料端的結(jié)構(gòu)。
二、 襯套的松脫外竄因素
(1)聯(lián)接螺栓預(yù)緊力的降低以致消失:(2)振動(dòng)的影響:溫度的因素:(4)襯套與空心軸的配合關(guān)系:聯(lián)接螺栓承受剪切力導(dǎo)致斷裂。
三、聯(lián)接螺栓螺旋副的受力分析
在軸向載荷作用下,螺旋副的相對(duì)運(yùn)動(dòng),可看作推動(dòng)物體沿螺紋運(yùn)動(dòng),將矩形螺紋沿中徑展開可得一斜面,設(shè)Q為螺紋所受的軸向載荷,N為斜面的支反力,f為摩擦力,A為螺旋升角,P為摩擦角,物體沿斜面等速下滑時(shí)(即螺栓松退),軸向載苘Q為驅(qū)動(dòng)力,F(xiàn)是為使物體等速下滑而作用于中徑處的水平推力(圓周力),總反力R與Q的夾角為(A-P),如圖2所示。由力的多邊形封閉圖可得F=Q•tg(A-P)。
對(duì)比圖3中的矩形和三角形螺紋可知,如忽略升角的影響,在軸向載荷Q的作用下,三角形螺紋的法向反力為N’=Q/COSB(B為牙形斜角),比矩形螺紋大,如果把法向反力的增加看成由摩擦系數(shù)的增加引起,則三角形螺紋的磨擦阻力為:
四、襯套聯(lián)結(jié)松脫的形成分析
襯套安裝時(shí),聯(lián)接螺栓全部擰緊,承受工作載荷前螺栓受到預(yù)緊力Qo的作用,襯套聯(lián)接采用牙形角a=60°的三角形螺紋,螺紋升角為1°42’~3°2’。具有自鎖性。在設(shè)備運(yùn)行中,并沒有上述的螺旋松力F,導(dǎo)致出現(xiàn)螺栓松脫、斷裂而使襯套松退的原因,在于螺栓預(yù)緊力的消失。因此,我們從預(yù)緊力的影響因素入手分析。

1、交變載荷的作用
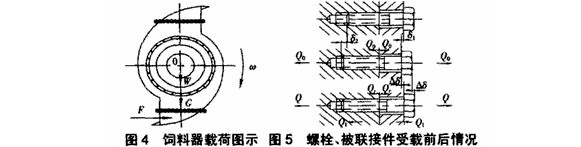
飼料器毎旋轉(zhuǎn)1周挖料2次,受力情況如圖4所示。圖中G為器體自重,W為物料重錄,F(xiàn)為挖料阻力,除G保持不變外,W和F均會(huì)發(fā)生變化。G、W和F三力合力的方向與磨機(jī)的軸心線垂直,在這一橫向載荷的作用下,襯套法蘭與空心軸的結(jié)合面,半圓鏈接嫘栓受拉加重,另半圈因襯套法蘭與空心軸端面相互擠壓厚度略微減小,受拉有所減輕。
螺栓、被聯(lián)接件受載前后的悄況如圖5所示。圖示分別為螺檸尚未擰緊、擰緊后和承受軸向拉伸工作載荷時(shí)的情況,在螺栓被拉伸的半圓,當(dāng)聯(lián)接受軸向拉伸工作載荷Q1的作用時(shí),正常條件下零件中的應(yīng)力不會(huì)超過比例極限,按照虎克定律,螺栓的總拉伸載荷Q=Q0+KA△8(KA為螺栓剛度),顯然Q>Q0,螺栓松脫的可能減小,而不受拉伸的半圓,聯(lián)接件的厚度縮小△8時(shí),螺栓伸長景相應(yīng)減小△8,則它的總拉伸載荷Q=Q0+KA△8 ,由于Q>Q0 ,松脫的可能性增加,當(dāng)飼料器與物料結(jié)疤等刮碰產(chǎn)生的沖擊導(dǎo)致部分螺栓的Q→0時(shí),就有可能發(fā)生松脫。
2、振動(dòng)因索
磨機(jī)長時(shí)間運(yùn)行,飼料罩內(nèi)和飼料器會(huì)產(chǎn)生結(jié)疤;燒成產(chǎn)生的大塊生燒料等進(jìn)入飼料罩,與飼料器產(chǎn)生較大的沖擊振動(dòng),某一瞬間當(dāng)振動(dòng)使預(yù)緊力消失時(shí),聯(lián)接就可能產(chǎn)生松脫。
受變載作用影響而使預(yù)緊力減小和松脫可能性增大的襯套聯(lián)接螺栓,在受到振動(dòng)的作用時(shí),更容易形成松脫。
3、溫度的影響
磨體因入磨熟料溫度較高導(dǎo)致溫度升高,因材質(zhì)不同,空心軸、襯套和聯(lián)結(jié)螺栓三者的變形各不相同,溫度變形差可能導(dǎo)致預(yù)紫力減小,甚至完全消失,此時(shí)螺栓就有可能出現(xiàn)松脫。
4、襯套與空心軸的配合關(guān)系
原設(shè)計(jì)襯套與空心軸的安裝配合為H11/c11,屬于較大的間隙配合,過大的間隙配合增加了螺栓的受力,在螺栓出現(xiàn)松退后,加速了襯套的松脫。
五、聯(lián)接螺栓斷裂的產(chǎn)生
伴隨著襯套聯(lián)接螺栓的松脫,還出現(xiàn)了斷裂現(xiàn)象,從斷裂的實(shí)際狀況判斷,均為剪切疲勞破壞,且通常發(fā)生在應(yīng)力集中處。
1、螺栓剪切
隨著部分螺栓的松脫,當(dāng)結(jié)合面摩擦力無法抵抗扭矩時(shí),則螺栓受到剪切,其表面就會(huì)被剪出傷痕。襯套與空心軸的較大間隙配合,在部分螺栓松脫后,襯套也對(duì)螺栓形成了較為嚴(yán)重的剪切。
2、拉伸疲勞破壞
隨著磨機(jī)的轉(zhuǎn)動(dòng),原來受拉伸錢荷作用的半圈螺栓我荷逐漸減小,不受拉伸載荷作用的半圈螺栓鐵荷不斷增大,同時(shí),受拉的部位也發(fā)生了改變。經(jīng)過長時(shí)間的持續(xù)反復(fù)拉伸,螺栓就會(huì)出現(xiàn)疲勞損壞,最終產(chǎn)生斷裂。
六、螺栓松脫與斷裂的處理
1、加大聯(lián)接螺栓的直徑
螺栓擰緊后,危險(xiǎn)截面(即螺紋內(nèi)徑d內(nèi)處)除受拉應(yīng)力外,還受到螺紋力矩所引起的扭剪應(yīng)力,按照第四強(qiáng)度理論,當(dāng)量應(yīng)力為: ,由此不難得出材質(zhì)不變時(shí),加大直徑可提高螺栓的預(yù)緊力,防止.松脫現(xiàn)象發(fā)生。
,由此不難得出材質(zhì)不變時(shí),加大直徑可提高螺栓的預(yù)緊力,防止.松脫現(xiàn)象發(fā)生。
1#~3#溶出磨襯套螺栓原為M32,改用M36的螺栓。改變前、后螺栓預(yù)緊力的近似關(guān)系為: 1.27倍。
1.27倍。
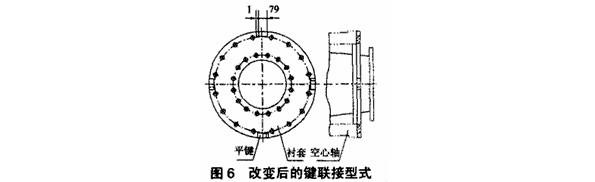
2、 改變鍵聯(lián)接的型式
襯套的鍵眹接型式改變后的結(jié)構(gòu)如圖6所示。原有的鍵聯(lián)接型式不僅不易安裝,而且使用中一旦出現(xiàn)問題,鍵很容易卡死。因此,安裝襯套時(shí)常會(huì)將原有的鍵聯(lián)接型式放棄不用,由于缺少抗剪構(gòu)件,某些螺栓松脫后,其他螺栓受剪加更容易發(fā)生斷裂。新的鍵聯(lián)接型式完全克服了原有的缺陷。
3、補(bǔ)充擰緊螺栓并采取措施防松
在球磨機(jī)運(yùn)轉(zhuǎn)8~16h之后,停磨對(duì)所有的聯(lián)接螺栓進(jìn)行再擰緊。運(yùn)轉(zhuǎn)一段時(shí)間后對(duì)眹接螺栓進(jìn)行再擰緊之后,使用Φ8~10mm鋼筋將聯(lián)接螺栓桿頭焊連,并將鋼筋首尾相連呈圓狀。
4、改變襯套與空心軸的安裝配合
襯套與空心軸的配合由H11/C11改為H9/D9。這樣,在一定程度上改善了螺栓的受力狀況。
5、襯套和襯板之間保留足夠間隙,襯套與軸的結(jié)合面不允許加軟墊。
為了避免球磨機(jī)筒體內(nèi)研磨體撞擊襯板所產(chǎn)生的劇烈沖擊,通過襯套傳遞作用與聯(lián)接螺栓,安裝襯套或更換襯板時(shí),襯套和襯板之間留出8~10mm左右的間隙,為了不降低被聯(lián)接體的剛度,避免増大螺栓總拉伸載荷的變化范圍,襯套與空心軸結(jié)合面間不允許加墊。
6、降低飼料器的重量,及時(shí)清除飼料罩內(nèi)部里面的結(jié)疤,釆用鉚焊件的飼料器替代鑄造件,及時(shí)清除飼料罩內(nèi)部結(jié)疤。
7、合理調(diào)整飼料罩與飼料器鍋底的間隙,間隙保持在50~70mm,避免大塊落入罩底而使挖料時(shí)產(chǎn)生刮碰沖擊。





相關(guān)產(chǎn)品
推薦新聞
常見問題解答
- 優(yōu)化磨礦,提高價(jià)值:選礦球磨機(jī)選型與操作策略!
- 石英砂球磨機(jī):簡述其結(jié)構(gòu)性能與應(yīng)用優(yōu)勢
- 赤鐵礦再生利用的理想選擇——球磨機(jī)優(yōu)勢解析
- 鋰輝石選擇球磨機(jī)磨粉有哪些優(yōu)勢,多少錢一臺(tái)?
- 高細(xì)水泥球磨機(jī)的工作原理及價(jià)格簡介
- 長石選礦節(jié)能球磨機(jī)工作原理及價(jià)格簡介
- 球磨機(jī)內(nèi)部結(jié)構(gòu)圖詳解(圖片解析)
- 節(jié)能球磨機(jī)
- 輸送機(jī)
- 濕式球磨機(jī)
- 格子球磨機(jī)
- 選礦球磨機(jī)
- 水泥球磨機(jī)
- 污泥烘干機(jī)