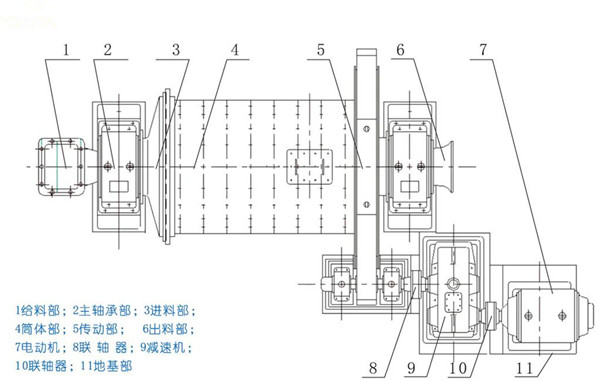
Ф2.6m×13球磨機端蓋開裂的修復方法
Ф2.6m×13球磨機進料端蓋沿端面法蘭裂縫1.7米左右,由于生產需要,要更換新備件顯然是不可能的,因而決定拆回車間補焊修復。
一、材料及焊接性分析
由于Ф2.6m×13球磨機進料端蓋承受比較大的動載荷,材質為ZG35,化學成分及力學性能分別見表1和表2。
表1 ZG35‖的主要化學成分(%)
|
C
|
Mn
|
Si
|
P
|
S
|
殘余元素總量
|
|
0.32~0.42
|
0.5~0.8
|
0.2~0.45
|
0.05
|
0.05
|
≤1.00
|
表2 ZG35‖的機械性能
|
屈服強度
|
抗拉強度
|
伸長率(%)
|
收縮率(%)
|
沖擊吸收功
|
|
250
|
47
|
13
|
20
|
30
|
ZG35含碳量高、焊接性能比較差,而且在熱影響區容易產生地塑性淬硬組織,即硬脆馬氏體組織,加之進料端蓋截面較大,剛性很好,焊接過程中容易導致裂紋的產生,特別是在根部進行第一道焊接時,母材熔合比大,使焊縫含碳量增高,容易產生熱裂紋,在收弧弧坑處裂紋傾向更為敏感,由于碳含量的增加,氣孔敏感性也增大。考慮到球磨機進料端的使用條件和材質的焊接性能,我們選用J507焊條。
二、焊前準備
1、球磨機進料端蓋清理 清理干凈裂縫兩邊煤灰、油污、雜物等,盡量防止缺陷的產生。
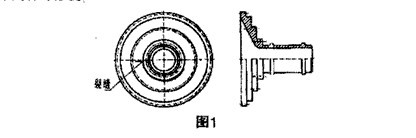
2、坡口形式的選擇 焊接坡口型式應考慮減少母材金屬熔入焊縫中的比例,為減少焊接應力和變形,選擇如下圖2所顯示坡口,具體操作根據實際情況以能消除裂紋缺陷,便于砂輪機修磨合焊接操作為宜,采用碳弧氣刨或氣割方法開出坡口。氣刨開出坡口后,用砂輪清楚坡口表面富碳層。
3、坡口及邊緣的清理 坡口加工后,清理坡口及其兩邊50mm處水、銹、污油、切割氧化皮等雜物,以利于獲得高質量的焊接。
4、焊接材料 采用低氫型J507焊條進行焊接,焊條直徑以Ф3.2或Ф4.0mm為宜;在裂紋擴展比較大的情況下,考慮焊縫金屬與母材的強度、任性,抗裂性能等因素,以及裂縫產生的機理,內徑處為斷裂根源,為了控制開裂傾向,采用不銹鋼焊條打底,J507焊條填充。
5、焊接方法 采用手工電弧焊,焊機采用直流焊機,焊機接法采用直流反接。
6、焊條烘干 焊前對所用的焊條進行烘干,J507焊條烘干溫度350℃,保溫2小時;鈦鈣藥皮不銹鋼焊條烘干溫度250℃,保溫2小時,然后將焊條放于保溫筒內隨用隨取。
三、焊接
1、焊前預熱 預熱能減緩焊件的冷卻速度,從而降低熱影響區的硬度,減少殘余的應力與應變,同時對焊縫金屬盒母材氫的擴散都是有利的。
采用帶式加熱器進行加熱,加熱溫度為150℃~250℃,且焊接過程中加熱器一直保持加熱狀態,以減小焊縫開裂傾向,加熱片位置距坡口邊緣100mm左右,并且在現場預備氧-乙炔焰為備用加熱手段。
2、打底焊 打底焊前先進行預熱,用加熱器加熱坡口及其二側300mm范圍內的區域使其達到150~200℃左右。焊接打底層時,熔合比盡量小,采用窄道不擺條手法焊接,以減少焊縫中含碳量;焊填充金屬時,可適當放大熔合比,焊接時采用連續焊接方法進行,即要保持一定的層間溫度,也要防止焊道過熱,每焊完一道馬上用錘頭小錘錘擊以釋放應力;上坡口打底焊,及時用帶有圓角的尖頭小錘錘擊清理,即清渣,又消除應力;下坡口打底焊前,先用碳弧氣刨清理,在用拋光砂輪修磨,施焊過程中也要用小錘錘擊焊道。
3、焊接 焊接的時候采用小規范進行焊接,焊接電流采用規定之下限。焊第一層的時候容易出現裂紋,采用3.2mm焊條,操作中注意運條速度不要過快,以免焊縫太薄,容易拉裂,熄弧時候應該將弧坑填滿,以免出現裂紋,其電流一般為120~170A。
其余各層焊道我們可以采用4mm焊條進行焊接,電流為150~170A,為了減少應力和變形,除打底的二層外,其余的各層均采用內外分段對稱焊法。每焊一層的時候,用手錘擊打,以去應力,進行錘擊的時候,溫度應該維持在100~150℃之間。
在焊接底層以及坡口兩側面的時候,要特別注意采用短弧操作、低焊速,運條的時候盡量不作橫向擺動,每層焊道間要仔細清理焊渣,檢查是否存在裂紋、氣孔、夾渣等缺陷,如果發現缺陷后,要立刻用扁鏟鏟除后才能施焊。
焊接的時候,焊件預熱溫度及焊道溫度、環境溫度采用溫度計和紅外線測溫儀進行監測;每焊完一道立即進行清理,錘擊,然后用5倍放大鏡進行觀察,如果發現裂紋立即清除并補焊。
下一篇:球磨機為什么要采用動靜壓主軸承