球磨機設備端蓋的鑄造工藝改進方案
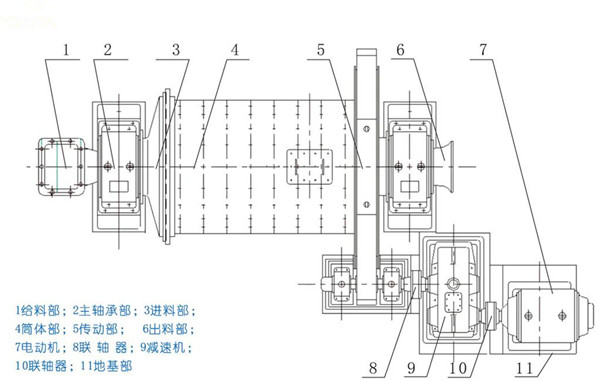
進出料端蓋是球磨機設備上的中要部件之一,在整機中主要起到支撐、連接筒體的作用,并且是物料的進出通道,工作時軸徑的主要是彎曲力,筒體承受的是剪切力。進出料端的端盤根部圓角處是應力集中部位,在鑄造時該部位容易出現砂眼、氣孔和微裂紋缺陷。
一、傳功工藝方案及存在的問題
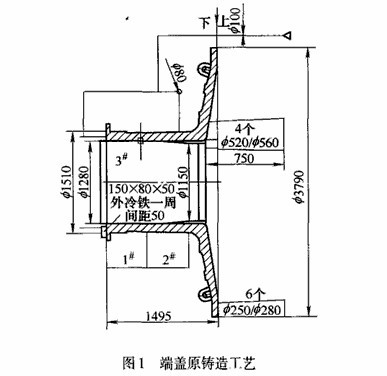
多年來一直采用底返和側切相結合的澆筑系統,為防止內澆道產生裂紋,內澆道處留一段砂脖。為保證軸頸部位的內在質量,軸頭內徑采用大圈補襯,只在下法蘭底面放一周外冷鐵,原工藝如圖1所顯示。
利用傳統工藝生產的端蓋,鑄件的質量很不穩定,常存在以下3種質量缺陷:
1、鑄件軸頭拋光面存在砂眼和氣孔缺陷,在粗加工過程中就能發現較大的砂眼缺陷,即使經過焊補修復,加工到拋光工序時,肉眼也可見到拋光面散布著一些細小的砂眼缺陷。這些缺陷修復難度較大,容易形成硬點,即使使用點焊機,大的缺陷也不容易修復,有時此類缺陷的修復會影響到整機的生產進度。
2、有的端蓋軸頭拋光面部位探傷存在超標的縮松缺陷。該缺陷的修復難度更大,修復成本也更高,鑄件需要經過預熱和焊后回火。
3、在端盤根部圓角部位產生周向裂紋,磁粉探傷不合格,影響了產品質量。
二、改進工藝的確定
針對上述質量問題,我們經過反復分析討論,并進行多次聲稱摸索,確定了進出料端蓋改進后的鑄造工藝方案。
我們以3.4×5.8m球磨機進出料端蓋為列,改進后的鑄造工藝如下圖2所顯示。
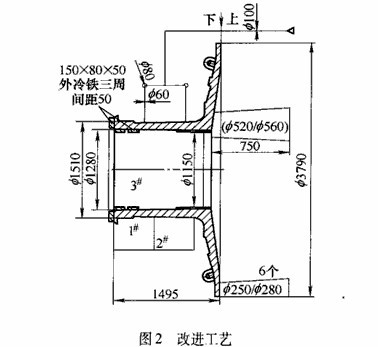
1、與傳統工藝相比,我們將澆筑系統改為上下兩層切式內澆道,使鋼液充型過程中產生快速的旋轉,加速鋼液內的渣、砂和氣體的上浮排出。
2、取消內澆道處的砂脖、以減少鋼液充型過程中在內澆道處產生涮砂,減少砂眼的產生。
3、在鑄件軸頭內徑下端設置一圈或兩圈外冷鐵,加速鋼液的凝固速度,以提高軸頸拋光面部位的內在質量,并可減少小補貼的厚度(補貼斜度由1:10減小為1:15)。從生產效果看,內圈設置外冷鐵處很少因外冷鐵的激冷作用產生裂紋。
4、在鑄件下法蘭的背面放置厚100mm左右的石灰砂,減少下法蘭與上不端盤之間的收縮阻力,即減少了上部端盤根部圓角部位的收縮應力,以避免裂紋的產生。
三、鑄造工藝的模擬檢驗
檢驗鑄件探傷部位能否產生縮松和縮孔缺陷,冒口下是否能產生宏觀縮孔,可以通過計算鑄件的補縮距離是否夠用,冒口可提供的鋼液是否大于鑄件的液態收縮和凝固收縮之和來確定冒口補縮能力。還可以參考鑄件的出品率。
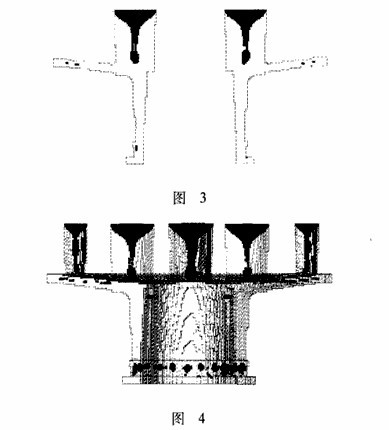
我們通過華鑄CAE鑄件凝固模擬軟件來模擬鑄件的凝固過程更可靠,可以直觀發現鑄件來模擬鑄件的凝固過程更可靠,可以直觀發現鑄件是否產生缺陷,以及缺陷產生部位,模擬結果見下圖3、4,可見按此工藝可以獲得內在質量良好的鑄件。
四、端蓋的生產效果
我們應用改進工藝生產了40多個進出料端蓋,基本消除了軸頸拋光面部位的砂眼和氣孔缺陷,偶爾內澆道處出現有微小裂紋,經粗加工也容易修復,鑄件的內在質量得到保證。經超聲波探傷全部合理,端盤根部圓角部位的周向裂紋基本消除,使鑄件的質量上了一個新臺階。
注:
采用先進的鑄造工藝模擬,找出鑄造缺陷產生的根本原因及影響因素,采取針對性的工藝措施,并經過生產實踐檢驗,不斷改進和完善工藝措施,設計出合理的工藝參數,保證了球磨機端蓋的鑄造質量,提高了球磨機設備的使用壽命。
上一篇:鋼渣粉磨技術發展過程
下一篇:球磨機設備提高功率因數節能